
ハンドリングサイクル
- 機械操作を簡素化
- ワークフローを自動化
- より高い安全性でオペレーターのミスを防止
Missing setting technicaldata_summary_fieldnames
チップブレーキング

- 主軸回転と同期させて工具を送り軸方向に振動させることで、非切削時間を設けて切りくずを分断
- 外径加工のみでなく、溝入れや穴あけ、端面・内径加工などに対応*
- 危険な加工条件を自動で回避し、加工トラブルを未然に防止
* テーパ加工の場合、一度に振動できる軸方向は1つのみのため ステップパターンが発生します。
Highlights
お客様の利点

対話形式で分かりやすいプログラム画面
- 切りくずが長く繋がりやすい素材の加工においても、切りくずを細かく分断可能
- 切りくずの巻きつきが解消され、加工不良・加工中断がなくなります。
- 操作パネル上で、対話形式でプログラムを簡単に設定可能

左:最も簡単なパラメータ入力で発振を設定/右: HMIのON/OFFで簡単に起動
ツールソートサイクル

- プログラム内の工具の順序に従って工具マガジンの工具をソートすることで、非生産時間を短縮
- スピンドルの代わりにツールシャトルを使用することで、チェーンマガジン内のソーティング時間を最適化
* 最適化はメインタイムと並行して行われません
Highlights
お客様のメリット
- ロットサイズ > 3からの工具交換時間の最小化
- NCプログラムに応じたマガジン内の柔軟なツーリング
手順
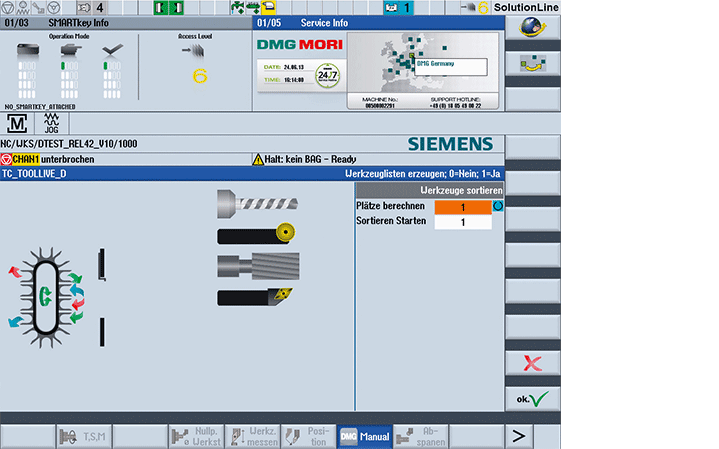
User Interface
- 最初のプログラムに従った実際の工具シーケンスが記録される。
- 生成されたツールインサートリストに従い、チェーン内のツールシャトルにより工具がインプリメントされます。
safeRETREAT

- ボタンを押すだけで、金型と部品が安全に切り離されます(緊急停止)
- 不測の事態に備えて、金型とコンポーネントを損傷から保護
- テクノロジーサイクルgearSKIVING 2.0とマルチスレッディング2.0の追加オプションとして利用可能
Highlights
お客様のメリット

Switching the option on and off in gearSKIVING 2.0
- 新しいプロセスのスタートアップ時の安全性が向上。
- 緊急停止後、すべての連結軸が安全にシャットダウンされるため、工具やワークの損傷から保護されます。
- 各サイクルに組み込まれたオプションのオンとオフ。
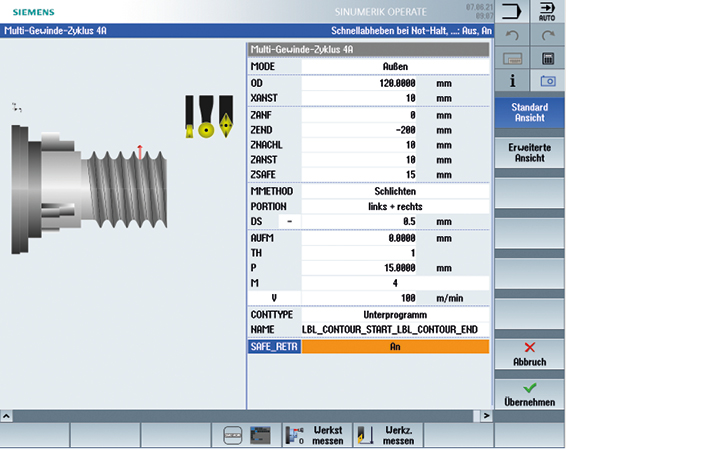
Switching the option on and off in the Multi threading 2.0
AAC – Automatic Approaching Cycle

- 研削スピンドル*のモーター電流評価による接触検出でワークへのアプローチ
- ユーザーインターフェースで調整可能な測定感度
- 接触検出後、オーバーサイズの個別設定が可能
*研削パッケージの拡張として利用可能
Highlights
お客様のメリット

Set limit values for contact detection
- エアカットを大幅に削減し、ワークの実寸から直接研削を開始
- ハンドリング能力の拡張、特に部品に発生する構造伝播音が明確に判断できない場合
- 研削サイクルパッケージの完全統合
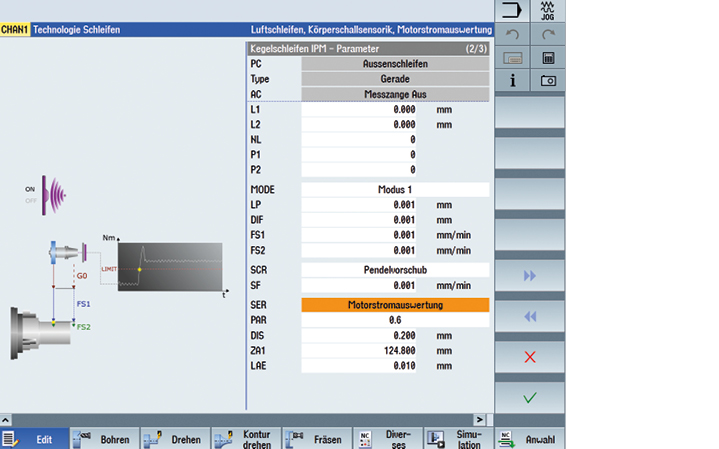
Parameter setting of the startup strategy after contact detection
カウンタースピンドルティップ

- 6面加工と心押台機能の完璧なコンビネーション
- 主軸またはカウンタスピンドルのチャックに、テールストックセンタをミーリングスピンドルを経由して、またマガジンへ自動的にロード/アンロード
- 主軸とカウンタースピンドルのシンクロチップにより、主軸上で細長いワークをサポート
Highlights
お客様のメリット
- ドアを開けることなく自動交換できるため、部品精度が向上(ヒートフローは一定)
- 先端でスピンドルを位置ロックすることで、プロセスの安全性が向上

Left : Automatic changed centering tip. / Right : Parameter Input Mask: Control Cleaning, changing tip and control coolant
プログラムステートコントロール

- ジルデマイスター構造プログラミングとの組み合わせにより、加工中断後の加工プログラムの安全かつ迅速な再起動が可能
- 特に複数のスピンドルやツールマガジンを使用した場合の簡単なプログラム操作
- ワークの加工状態を表示
Highlights
お客様のメリット
- 詳細ステータスをコントローラに表示
- GILDEMEISTER の構造プログラミングにより、自動的に備考を入力します。
- 特定のブロックを探す代わりに、ボタンを押すだけでプログラムに安全に再入力できます。
ギルデマイスター構造プログラム
- 20以上の標準プログラムと、オートメーション(バー加工、ロボット/ポータルローディングなど)を含む200以上の加工バリエーションを備えた構造化アプローチ
- サブプログラムの追加マーカー(EPS)によるプログラムステータスの表示。
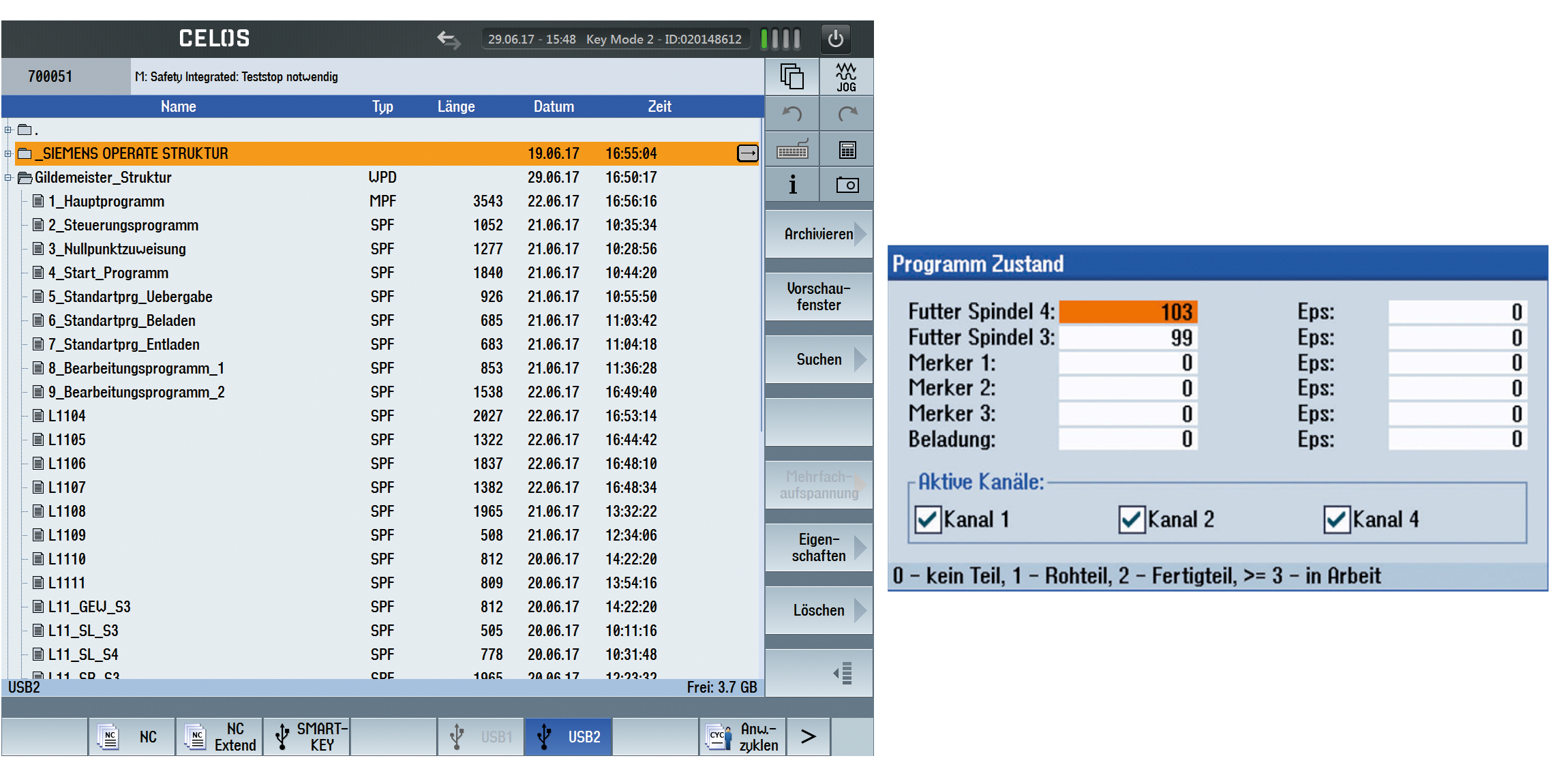
Left : HMI with markers status. / Right : Clear program structure.
クランプ - 把持力計算機

- VDI3306に準拠した統合型クランプ力計算機
- 使用する加工パラメータに基づく最小クランプ力とクランプ力の直感的な計算
- 旋盤加工、フライス加工、ドリル加工用の3~8爪の内径および外径把持用総合パッケージ。
Highlights
お客様のメリット
- 知らず知らずのうちに過大なクランプ力による部品変形の回避
- クランプの安全性が向上
- iJAW(DMQP RÖHM)との組み合わせで、セットアップの迅速化と安全な把持を実現

左:薄肉部品の最大クランプ力計算 / 右: ラジアル穴あけの最小クランプ力計算
タレットテールストック

- タレットに装着されたセンタリングチップ
- センタリングチップのデータは、ツールメモリに直接保存
- 固定式およびスプリング式センタリングチップの場合
Highlights
お客様のメリット

Start position and support position in X and Z-axis can be programmed via the operator screen. Monitoring of support position in a predetermined window.
- センタリングチップの位置決めが容易
- タレットの位置ロックにより、プロセスの安全性が向上
- 先端の押圧力は可変で、プログラム可能、モニター可能
タレットステディレスト

- 細長い部品を支える油圧式振れ止め
- マルチチャンネルマシンの可能性拡大
- 定常台への接近と定常台からの後退の両方を可能にするサイクル
Highlights
お客様のメリット

Support positions in X and Z directly via the user interface. Automatic calculation of the approach and retract traverses.
- ツールテーブル内の油圧式振れ止め
- タレットの位置ロックにより、工程の安全性が向上
- 再起動後、プログラムに準拠した位置および形状公差に定常レスト位置を固定
オートチャック 2.0

- 主軸と副軸のサーボドライブパラメータの自動最適化
- 段取り時間の短縮
- 加工結果の最適化
Highlights
お客様のメリット
- セットアップ時間の短縮
- 機械オペレーターの経験に依存しないパラメータの自動決定
- NCプログラムに設定を保存し、品質保証を高める

Left: Simplified usability of measuring and parameter setting procedure / Right: Local saving of parameter in NC-program
ツールバランスアシスタント

- HMIでの許容工具回転数制限の残留アンバランスベースの計算
- 加工中のすべての限界値違反の連続監視と自動登録
- 登録されたすべてのイベントの表形式でのエクスポート機能
Highlights
お客様のメリット
- シンプルな操作により、ツールバランスに関して高い透明性と感度を実現。
- バランスの取れたツールの一貫した使用により、寸法精度、表面品質が向上し、ツールの摩耗が減少。

左:工具テーブルから観察する工具を選択する / 右:工具テーブルから観察する工具を選択する: バランシング品質に基づいて許容速度を計算する